Сварка швов
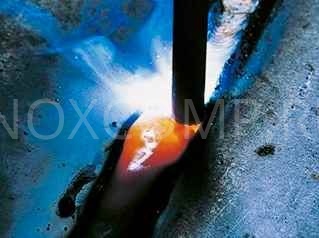
Предлагаем услуги аргоновой, электродуговой сварки швов в
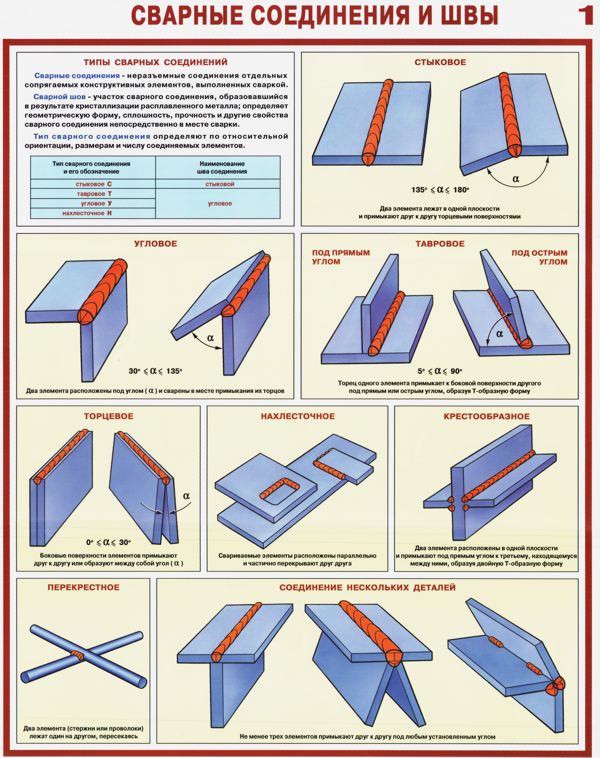
Мы производим стыковые, угловые, тавровые, крестообразные, торцевые, перекрёстные, нахлёсточные, перекрёстные соединения и соединения нескольких деталей, пищевые швы с помощью дуговой сварки.
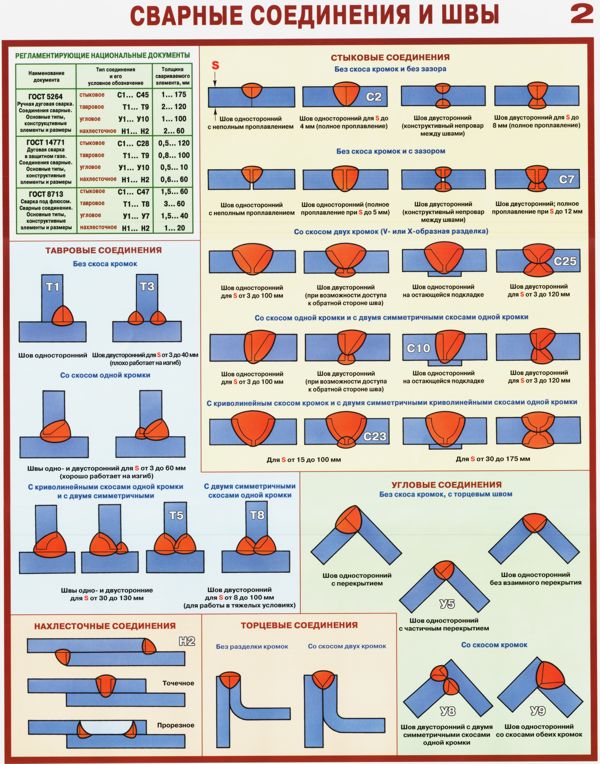
Сварной шов — это застывший металл, ранее находившийся в расплавленном состоянии. Сварные швы образуют соединения — участки конструкций и деталей, содержащие сварные швы. Основные формы, углы скосов, зазоры и отклонения при различных типах сварки и соединений даны в
У нас работают сварщики 6 разряда, нами осуществляется:
Мы оказываем услуги сварки для предприятий и не оказываем бытовых услуг!
Сварка швов стыковых соединений
Стыковые соединения образуются двумя и более элементами, примыкающими торцами друг другу и находящимися в одной плоскости. Стыковые соединения бывают без скосов, с односторонним (в форме Y, U) и двусторонним скосом (в форме X, K), с отбортовкой или без. В зависимости от толщины и вида соединяемого материала подготавливаются кромки со скосами соответствующей формы и осуществляется сварка шва с зазором или без. С помощью стыкового соединения свариваются листы, уголки, швеллеры, двутавры и трубы с толщиной металла 1–60 мм, рассчитанные на динамические и статические нагрузки. Это самое распространённое соединение, обладающее высокой прочностью, сопоставимой с прочностью свариваемого материала, характеризуемое низким расходом основного и наплавляемого металла и низким уровнем деформации, но требующее тщательной подготовки торцов и откосов.
Сварка швов угловых соединений
Угловые соединения образуются при сварке кромок деталей под прямым углом: фланцев трубопроводов, различных ёмкостей и прочих неответственных деталей, работающих под давлением не более 0,7 кгс/см². Сварка швов осуществляется с зазором и без зазора, с отбортовкой или — без, с откосами и без откосов, с одной или с двух сторон.
Сварка швов тавровых соединений
Дуговая сварка швов тавровых соединений бывает односторонней и двусторонней, со скосами или — без, с зазором или без. Сварка со двусторонними скосами обеспечивает лучшую прочность. Сварка с зазором — лучший провар вертикального листа. Тавровые соединения применяются при сварке каркасов ферм, стоек, колон, балок и прочих несущих конструкций.
Крестовые соединения
Крестовые соединения образуются по тому же принципу, что и тавровые и угловые соединения и применяются в схожих сферах.
Сварка швов торцевых соединений
Это сварка по смежным торцам, когда плоскости торцов находятся на одной плоскости. При таком виде соединения используется больше наплавляемого металла. Для прочности соединения используются
Нахлёсточные и прорезные
Нахлёсточные соединения образуются при параллельном расположении и частичном перекрытии деталей. Такой вид соединения обладает меньшей прочностью по сравнению со стыковым, характеризуется большим расходом основного и наплавляемого металла, а для защиты от коррозии сварочные швы рекомендуется делать с двух сторон такого соединения. Зато нахлёсточное соединение не требует тщательной подготовки кромок.
Сварка же швов прорезных соединений производится в том случае, если прочности нахлёсточного соединения недостаточно.
Эти виды соединений применяются для сварки с помощью дуговой сварки стальных листов 10–12 мм, реже — до 25 мм, в строительстве. Также этот способ применяется при роликовой и контактной электросварке деталей.
Соединения с накладками
Соединения накладками характеризуются большем расходом основного и наплавляемого металла чем стыковое соединение и — внахлёстку, поэтому используется там, где невозможно выполнить другие виды соединения.
Соединение электрозаклёпками
Электрозаклёпки применяются в тавровых и нахлёсточных соединениях. Для этого в основном металле пробивается или просверливается отверстие, которое заваривается до примыкающей детали. При сварке листа до 3 мм отверстие делать не обязательно, можно проделать его с помощью сварки. Такой тип соединения является прочным, но неплотным.
Сварка перекрёстных соединений
Перекрёстные соединения образуются при наложении перпендикулярно расположенных длинномерных деталей одну на другую, как показано на иллюстрации выше.

Сварка обратных и пищевых швов
Особенно следует выделить умение наших сварщиков производить правильные обратные швы. Пищевые трубопроводы и ёмкости из нержавеющей стали должны обладать ровными внутренними поверхностями, то же касается химического производства и медицинского оборудования. Если внутренние поверхности будут неровными, в швах будут накапливаться отходы, негативно влияющие на процесс пищевого, химического производства и на гигиенические качества медицинского оборудования. Для того чтобы стенки трубопроводов и ёмкостей были такими же ровными, как внешние швы сварщики должны обладать хорошей квалификацией, хороший результат даёт задув инертного газа внутрь ёмкости во время сварки, а также шлифовка внутренних швов.
Мы производим сварку швов любых типов соединений, в том числе обратных пищевых швов в
По вопросам обслуживания, обращайтесь по телефону: